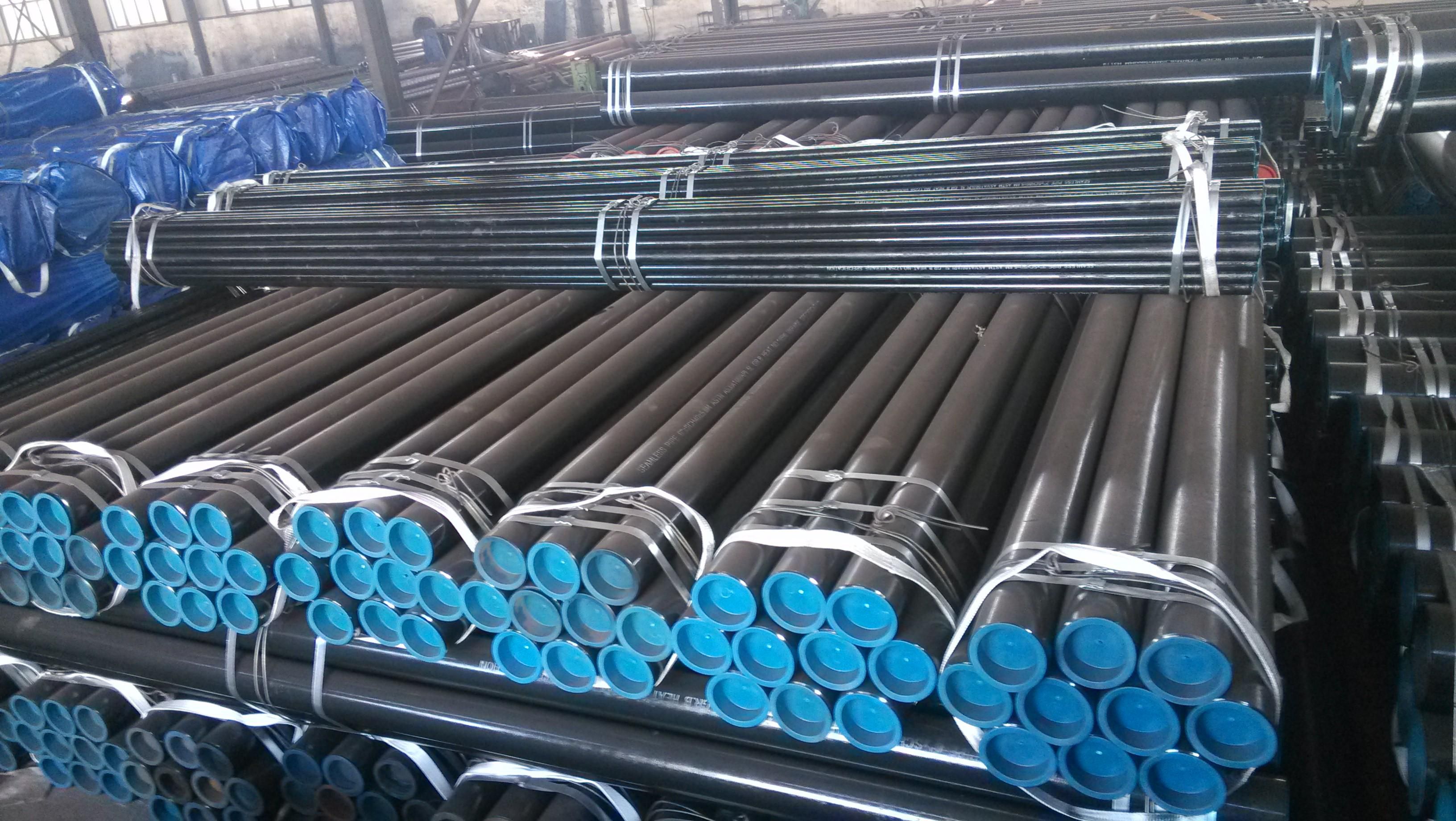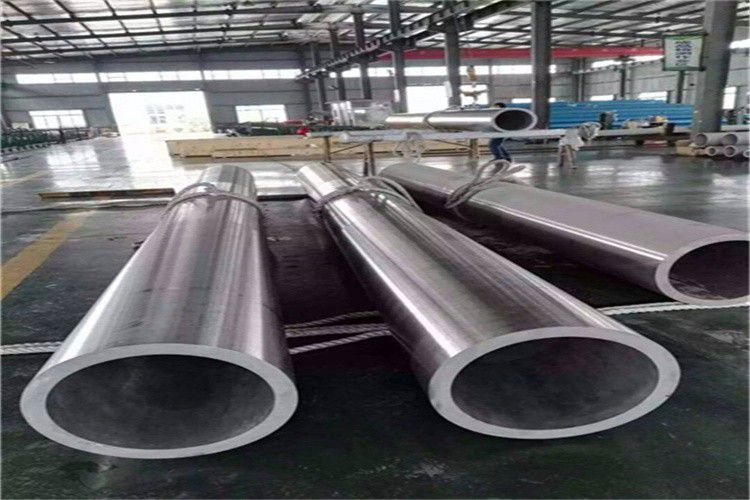

天津鑫海钢铁有限公司主营美标无缝管,化肥专用管,石油裂化管,大无缝钢管,天津大无缝钢管,无缝钢管等产品。现我公司将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 公司可为用户提供各种特殊规格,特种材质无缝钢管,交货及时,价格低,质量优,并附原始材质书或复印件,节假日照常营业、并可代办汽运、火运,量大可以在钢厂直接发货。亦可承兑结算。公司凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!...
查看更多